Boya terminolojisinde yapışma kürlenmiş boya filminin uygulandığı katı yüzeyden mekanik olarak çıkarılmasına gösterdiği direncin kuvvet/alan cinsinden ifadesidir. Çok katmanlı sistemlerde arakat yapışması terimi herhangi bir boya filmi katmanının altındaki kattan ayrılmaya gösterdiği direnç olarak ifade edilir.
İyi Bir Yapışma (veya katlar arası yapışma), aşağıdaki gibi kapalama performans kriterleri için zorunluluktur:
• Elastikiyet,
• Fiziksel, kimyasal ve dış dayanım,
• Korozyon, nem ve su direnci gibi boya sisteminin bütünsel performansı için olmazsa olmaz bir özelliktir.
Bir Boyanın İyi Yapışma Özelliği Aşağıdaki Parametrelere Bağlıdır:
I.Yüzey Hazırlama: Boyama öncesinde final kalite beklentilerine bağlı olarak yapışmayı artırmak, ilave özellikler kazandırmak ve performans özelliklerini geliştirmek için aşağıdaki yüzey hazırlama proseslerinden uygun biri veya birkaçının kombinasyonlarını kullanmak gerekecektir.
Yüzeydeki yağ, silikon veya waks esaslı kalıp ayırıcıların, elle dokunmalardan kaynaklanan lekelerin, toz ve kirliliklerin, yüzeyde oluşan elektrik yüklerinin yapışma dahil boya performansı ve görünümü üzerinde çok önemli etkileri vardır.
Temel Yüzey Hazırlama İşlemleri
Metaller: Kumlama, temizleme, yağ alma, kimyasal
işlemler.
Plastikler: Yağ alma, alevle dağlama, yapışma primeri
uygulama.
Ahşap: Temizleme, fumigasyon, zımparalama.
Cam: Temizleme, yağ alma, seryum oksit ile aşındırma.
II. Uygulama ve Kurlenme Şartları:
Her kullanım için doğru uygulama yönteminin seçimi (püskürtme, rulo, fırça, daldırma, perde vs.) seçimi önemlidir. Doğru uygulama yöntemi içerisinde de viskozite, doğru tiner ve sertleştirici tipleri/karışım oranları, 2K sistemlerde önerilen karışım ömrü sürelerinin aşılmaması, flash off ve fırınlama süre ve sıcaklıklarına uyulması, sadece iyi yapışma için değil, bütünsel performans özellikleri için çok önemlidir.
III. Uygun Boya Sisteminin Seçimi:
Boyanacak malzemelerin farklı fiziksel ve kimyasal özellikleri olduğu gibi, son kullanıcının bu malzemelerden beklentileri de farklıdır. Özellikle galvaniz, alüminyum gibi metal yüzeyler, polipropilen, polietilen, PVC gibi plastik yüzeyler ve cam yüzeyler öncelikle yapışma açısından doğru boya sistemlerinin seçimi için kritik örneklerdir.
Ayrıca sistem içerisindeki her bir ürünün birbiri ile uyumlu olması önemlidir. Konuyu daha iyi anlamak için boya terminolojisindeki bazı temel kavramları hatırlamak yararlı olacaktır:
1)Kohezyon:
Malzemenin kendi molekülleri arasındaki çekim kuvvetidir. Boya filminin kohezyonu ise kürlenmiş boya filminin moleküllerinin birbirlerine uyguladıkları çekim kuvvetidir.
Genel olarak beklenti boya filminin mekanik etkilerle kendi içinde kopsadahi uygulandığı yüzeyden ayrılmamasıdır. Bunun için yapışma>kohezyon olmalıdır ve kohezyonu zayıflatmadan aradaki fark büyüdükçe yapışma daha iyi olacaktır.
2)Yüzey Gerilimi:
Katı ve sıvılar için ara yüzeylerdeki moleküller arasındaki enerji seviyeleri kütle içerisindeki moleküller arası enerji seviyesinden daha yüksektir.
Sıvı-gaz ara yüzeylerinde moleküller kütlenin içerisine doğru hareket etmeye itilirler, bunun içen de damlacıklar minimum yüzey alanı ile maksimum hacmi sağlayan küre şeklindedirler. Bu, ara yüzeydeki moleküllerin daha yüksek potansiyel enerjiye sahip olmaları demektir.
Kütle içerisindeki moleküllerin yüzey alanlarını büyütmek için ara yüzeye hareket etmeleri bunun için de moleküller arasındaki çekim kuvvetinin aşılmasını sağlayacak bir kuvvet harcanması gereklidir.
Sıvı-hava ara yüzeyinde birim alanı artırmak için harcanması gerekli bu kuvvete yüzey gerilimi denir ve yüzey enerjisi ile doğrudan orantılıdır. σ = Enerji / alan= kuvvet / uzunluk, dyn/cm veya mN/m Yüksek yüzey gerilimi sıvının kohezyonun yüksek olması demektir.

3)Yüzey Islatma:
Hangi uygulama yöntemi kullanılırsa kullanılsın, iyi bir yapışma için çok gerekli; ancak tek başına yetersiz özellik boyanın uygulandığı yüzeyi iyi ıslatmasıdır.
Sıvı boya yüzey üzerindeki girinti ve pürüzlere penetre ederek olabildiğince geniş bir yüzey alanını ıslatabilmeli, kürlenmiş filmin mekanik olarak yüzeye ankorajı sağlanmalıdır.

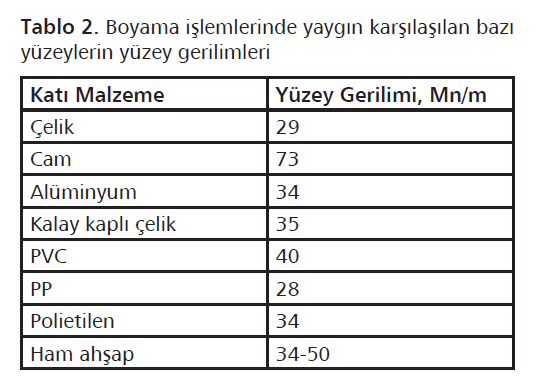
Düşük viskozitede uygulama iyi penetrasyon ve dolayısı ile daha iyi yapışma sağlayacaktır. İyi yüzey ıslatması için bir diğer parametre de boyanacak yüzeyin yüzey geriliminin boyadan daha yüksek olması gerekliliğidir.
Katı yüzeylerin direkt yüzey gerilimlerinin ölçülmesi mümkün olmamakla birlikte endirekt olarak katı üzerine damlatılan ve yüzey gerilimi bilinen bir sıvı damlasının yüzey üzerinde oluşturduğu kontak açısından yararlanarak hesaplanabilir.
Şekil 3. Yüzey hazırlama işlemi yapılmamış (iyi
ıslatılamamış) ve yapılmış (iyi ıslatılmış) iki yüzeyde
kontak açısı ve yüzey ıslatılabilirliği

Kontak açısı sıfıra yaklaştıkça σL = σS olur ve yüzeyin ıslatıla bilirliği artar. Bu da boyanın yüzey gerilimi düştükçe ve/veya yüzeyin yüzey gerilimi artıkça yüzey ıslatılabilirliğinin artması demektir.
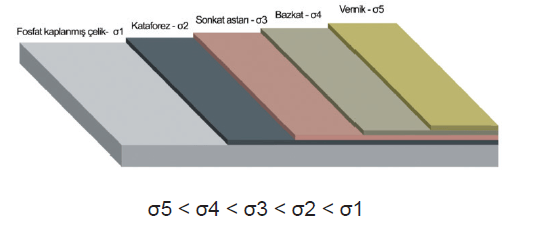
Oto boyaları gibi çok katmanlı boya sistemlerde her bir boya katmanının yüzey geriliminin bir altındaki katmanın yüzey geriliminden daha düşük olması gerekir ve bu yüzey gerilimi ilişkisi merdiven basamakları gibi en üst katmana kadar devam eder.
Yapışma Testleri
İki temel test yöntemi ile boya filmlerinin yüzeye yapışma derecesi test edilebilir:
1. Çapraz Kesme Testi: BS/EN ISO 2409, ASTM D 3359 3302,
2. Çekme Testi: EN1542/12004-2, ASTM D4541/D72342.
TABLO.3: BAZI KROLAC REÇİNELERİNİN DEĞİŞİK YAYGIN YÜZEYLERE YAPIŞMA ÖZELLİKLERİ:

 Muhammet Demirkıran
Muhammet Demirkıran
Boya, Mürekkep ve Yapıştırıcı Grubu Satış Müdürü
Kempro Kimyasal Mad. ve Dış. Tic. A.Ş.
Referanslar
1.” Basics of Coating Technology” by Dr.Artur Goldschmidt & Dr.Hans-Joachim Streitberger
2.” Painting of Plastics” by Rose Ann Ryntz
3.” Pigments, Paints,Polymer Coatings and printing inks” by R.A.Ryntz
4. “Organic Coatings: Science and Technology”; by Zeno W. Wicks,2007














