Introduction
Recent case studies have highlighted the importance of corrosion protection and its impact on the global economy
1. It has been estimated that annual cost of corrosion to the European economy soon will be nearly 600 billion Euros and that implementation of corrosion protection best practices could result in 15 to 35% in annual cost savings. Use of a 1- or 2-component coating remains the preferred solution for corrosion prevention. Although the paint industry has seen a shift to waterborne technologies, solvent-borne systems are still preferred for anti-corrosive metal protection for well-known reasons:
– The effect of water during application leads to rust formation on the surface (flash rusting).
– Water-borne technologies require the use of surfactant or water soluble components that can contribute to water migration through the paint film.
– Anti-corrosion pigments or components are not necessarily compatible with or soluble in water.
Nevertheless, there is an increasing demand for high performance, water-borne Direct-To-Metal (DTM) products able to replace solvent-borne technologies (such as alkyds) because
of the global trend toward VOC reduction in general and the increasing preponderance of ecological or “green” labels for paint products and shifting consumer preferences. In paint
formulations developed for application to metal substrates, anticorrosive pigments are used to provide protection at weak points in the coating, especially in the event that the film becomes damaged. The selection of anticorrosive pigments available to the paint formulator has shrunk considerably in recent years because of health and safety concerns
(e.g. toxic pigments such as chromates or soluble barium) and more recently due to environmental concerns and the development of many ecological labels (aquatic toxicity of zinc phosphate, impurities of heavy metals that can be present in some pigments). Although the concept of “high gloss DTM paint without anticorrosive pigment” has been successful for architectural market, it appears necessary to consider the use of anticorrosive pigments or additives within paint formulation when industrial or heavy duty coatings are concerned. This paper describes the impact of anticorrosive additive and
pigments with our new binders which provides the benefits of multi-phase particle dispersions without their weaknesses by use of a proprietary “Hydrophobic Dispersion Technology” (HDT).
Polymer Design Considerations
Particle Morphology
Today’s polymer chemist has not only a wide variety of basic building blocks (monomers) and polymerization additives (surfactants, etc) with which to work, but also an ever-growing ‘toolbox’ of processes that allow particular morphology to be designed into the polymer to achieve specific end-use properties
2,3,4. Using a low temperature film-forming latex (low Tg) as the sole binder in paint formulations generally leads to soft coatings with an unacceptable level of tack. Several approaches to achieve the combination of a low minimum film forming temperature (MFFT) with acceptable mechanical properties in coatings have been reported. Among the possible routes to this goal, blending soft and hard polymer latexes has been extensively studied
5,6. In such blends, the soft polymer
ensures the film formation at low ambient temperature, while the hard polymer brings block resistance and hardness. While this technique has been successful in lowering the overall level of coalescent needed to produce a good film, it still has limitations when it comes to providing an optimal solution for balancing film formation, VOC, and film hardness.
Another strategy involves the use of multiphase particles, synthesized by a multi-stage emulsion polymerization process. A wide variety of different particle morphologies, such as coreshell, inverse core-shell, multilayer, gradient, raspberry, confetti, etc., are known, each with its corresponding pros and cons. They can enable the formulation of solvent-free paints with excellent film-forming ability in combination with high block resistance, hardness and gloss. The physical and application properties of these dispersions can be correlated to their morphology
7. However, latex particles containing both soft and
hard phases, such as for the core-shell morphology, are also likely to suffer from similar film formation issues as with soft / hard latex blends because the hard phase can be considered as transparent filler, which will effectively reduce the critical pigment volume concentration of a paint formulation, possibly to a very low level, depending on the concentration of hard phase in the polymer. To best meet the requirements for the DTM application, a gradient morphology is used in our HDT platform. This ensures that the polymer, and hence the dry coating resulting from it, has consistent hardness/softness
throughout the entire film. Hardness and blocking resistance are consequently balanced with an excellent flexibility. The use of gradient morphology also avoids having heterogeneous hard and soft zones in the dry film, which can have serious consequences
on the durability potential of the coating.
[caption id="attachment_139932" align="aligncenter" width="762"]
 Figure 1.
Figure 1. Schematic drying steps of HDT binders[/caption]
Adhesion
Adhesion is the most important of all the technological properties of organic coatings in general, particularly for water-based corrosion protective coatings. In particular, the ability of a coating to maintain good adhesion to the substrate on exposure to high humidity or water is considered critical to the long term protection afforded by the coating. This is commonly achieved today by incorporating adhesion promoting monomers into the polymer backbone. For the HDT platform, monomers containing polar groups with high affinity for the oxide films present on metal surface have been used, which not only ensures excellent adhesion under dry conditions but also ensures that this adhesion is maintained when the film is wet.
Water Resistance
A dried film of a standard latex contains residual surfactant from the polymerization process. This surfactant is concentrated at the areas where, before coalescence of the particles, particle interfaces existed. These residues provide a convenient route by which water can permeate the film. The effect can be clearly seen because, as water is absorbed by the film, it takes on a milky appearance. So called ‘surfactant free’ dispersions are usually based on the use of reactive or polymerizable surfactants. These contain a reactive group on the hydrophobic segment that can participate in free-radical emulsion polymerization reactions such that it is capable of covalently bonding to the latex surface. With less free surfactant in the coating, adhesion, water repellence and water resistance of the coating are especially improved. Effective use and incorporation of polymerizable surfactants, to avoid the surfactant burying itself inside the polymer particles and to use an optimal quantity of an expensive raw material, is not easy, however. In the HDT platform,
latex particles are stabilized with anionic groups bonded to the polymer. A specific multi-step process preferentially distributes these functional monomers at the surface of particles, thus optimizing their efficiency and minimizing the need for free surfactant. In addition, the monomeric composition has been fine-tuned to achieve high polymer hydrophobicity while maintaining very good yellowing resistance, particularly in low pigment volume concentration formulations. Although the new latexes give a free
film which is not completely impermeable because of its high hydrophobicity, they
have a significantly reduced tendency to permit water permeation. Furthermore, on
drying, there is no retention of water or whitening, as is seen with standard latexes.
[caption id="attachment_139933" align="aligncenter" width="726"]
 Figure 1.
Figure 1. Barrier properties of HDT binders[/caption]
Impact of Anticorrosive Pigment / Additive on Corrosion Resistance
ISO 12944 8 is the reference for corrosion protection of steel structure by paint system. Whereas in the previous ISO 12944- 5:1998 standard, systems were mainly composed of solvent based products for C3 or C4 categories, water-borne paints (alkyds or acrylics) and systems are now considered in the new version issued in 2017. As a matter of fact, paint based on acrylic resins described in ISO 12944-5:1998 Tables A3 and A4 were solvent-based as they were grouped with chlorinated rubber or polyvinylchloride resins that are only available in solvent-based form. In addition, a new class of durability (“very high”) was also introduced compared to previous version, with durability expected to be greater than 25 years. The aim of this study is to evaluate the impact of 3 different anticorrosive pigment chemistries and a liquid anti-corrosion additive on paint performances based on HDT resins, and to meet C3 or C4 anticorrosion categories defined in the standard ISO 12944. Formulations based on HDT binder were assessed with variation of nature and level of corrosion protection according to table below. 3 levels of anticorrosion pigments were assessed in the experimental formulation: 2,5%, 5,0% and 10,0%. Anticorrosive additive #1 was only assessed at 2,5% of total formulation.
[caption id="attachment_139934" align="aligncenter" width="892"]
 Table 1.
Table 1. Anticorrosive pigments and additive nature[/caption]
Test Methods
Cross-cut Adhesion Test According to ISO 2409:2013, the objective is to assess the adhesion of the coating film by applying and removing a pressuresensitive tape over cuts made in the film. Paints were applied on 2 mm thickness abrasive-blasted steel with Sa3 preparation and on Q-Panels at 100 μm Dry Film Thickness (DFT). They were dried for 1 day at 23°C, 50% relative humidity.
Salt Spray
Paints were applied in 2 coats to abrasive- blasted steel, R36 Q-Panel and S36 Q-panel, to reach 200 μm DFT and left to dry for 7 days. Panels were submitted to 504 hours of salt spray exposure according to ISO 9227:2012. For Q-panels, salt spray resistance is visually assessed, whereas for abrasive-blasted steel, degree of rusting is rated according to ISO 4628-3, the degree of blistering is rated according to ISO 4628-2 and tape adhesion on the scribe is performed after 1 hour and 24 hours regeneration and rated according to ISO 4628-8.
[caption id="attachment_139935" align="aligncenter" width="329"]
 Table 2
Table 2. HDT Experimental formulation[/caption]
Results and Discussion
Formulation
Paints were prepared according to the process preparation was realised according to the process of “HDT experimental formulation”. Anticorrosive paints containing 10% of pigment
#2 and #3 were not stable and led to formation of gritty particles. Despite different trials (amount or nature changes of dispersing agent), good paint stability was not achieved, and
hence paints were not tested. Due to partial water solubility, oil absorption and chemical nature of anticorrosive pigment, it’s quite common to encounter destabilization of surfactant system of the binder leading to paint stability issues. As expected, initial gloss of paint (Table 3) is affected by the amount of anticorrosive pigment resulting from a shift in Critical PVC, due to higher oil absorption of anticorrosive pigments compared to titanium dioxide. Ratio of 2,5% of pigment #1 and #2 allows to maintain high gloss formulations whereas pigment#3 strongly decreases the gloss level.
[caption id="attachment_139936" align="aligncenter" width="841"]
 Table 3.
Table 3. Gloss level and adhesion of experimental formulations[/caption]
Performances
All formulations demonstrate excellent adhesion to the 3 different steel substrates after only one day of drying. Whereas the impact resistance (according to ASTM D2794) and mandrel bend test (according to ASTM D522) were performed with all formulations, results were all good as the flexibility and adhesion are provided by the binder itself, and anticorrosive pigments or additives have limited impact on performances (despite change of CPVC). Corrosion resistance was performed on Q panels and abrasive-blasted steel. All paints demonstrated excellent resistance to corrosion. Nevertheless, some blistering around the scribe with Q-Panel substrates with formulations containing anticorrosive pigments can be observed. The blistering intensity is also linked to Q-Panel surface profiles, and the S-type seems to be a little bit more difficult than the R-type. The paint based on anticorrosive additive #1 exhibits excellent blistering resistance whatever the substrate. With abrasive-blasted steel, results are more uniform as seen in the table below. Whereas anticorrosive additive #1 offers the best performances both in rusting and blistering resistance, pigment #1 and #2 also exhibit excellent corrosion resistance even at 2,5% which allows to maintain high gloss level for the paints. At this level, the blistering remains acceptable to achieve C3 or C4 categories in term of salt spray testing. To complete the evaluation according to ISO 12944, tests in condensation chamber according to ISO 6270-1 are being performed with the different formulations. Also, salt spray resistance will also be conducted up to 720 hours of exposure. It has been demonstrated that the HDT binder allows to achieve excellent corrosion protection of metal substrates. Of course, formulation of DTM paints remains very sensitive to ingredient selection. Formulations are sometimes difficult to transpose from one binder to another due to possible competition between functionalities brought by the binder (stabilization system, specific monomers, silanes, adhesion promotors…) and other ingredients of the formulation (dispersing or wetting
agents, anti-flash rust additives, adhesion promotors…). The choice of anti-corrosive pigment or additive can also have a high impact on paint performance.
[caption id="attachment_139937" align="aligncenter" width="688"]
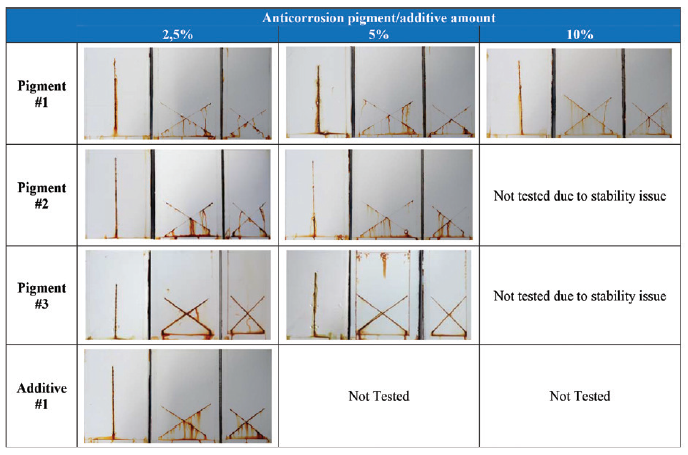 Figure 3.
Figure 3. 504 hr Salt Spray Exposure. Blasted Steel (left side), Q-Panel
S36 (middle) and R36 (right side)[/caption]
As we have seen, beyond the corrosion resistance, anticorrosive pigments also have an influence on paint stability, gloss level of the formulation, tendency to blistering or water penetration through the paint film. Attention must therefore be given to the amount, chemical nature and compatibility of the anti-corrosive pigment with the binder system.
[caption id="attachment_139938" align="aligncenter" width="920"]
 Table 4.
Table 4. Rating of corrosion resistance[/caption]
Conclusion
Whereas the trend for eco-friendly paint for metal has started with Do-It-Yourself users, the increase of VOC legislation is one of the reasons for the shift from solvent-borne to water-based products for industrial application. Binder producers succeed now in proposing water-based resins (both 1- or 2-component) that can compete with one-component solvent-based resins in order to fulfil requirements of the ISO 12944 standard. With the development of the “Hydrophobic Dispersion Technology” platform, replacement of 1K solventbased alkyd paint is now achievable with reduction of VOC and high level of performance. In addition, variation of glass transition of HDT latexes allow paint manufacturers to select the appropriate binder to meet other requirements that may be needed in his particular application.
Kaynaklar / References:
1. NACE International, “International Measures of Prevention, Application, and Economics of Corrosion Technologies Study”, (2016)
2. G. Apitz, M. Dimmers, “Novel, multi-phase acrylic emulsions for environmental friendly corrosion protection”, Farbe und Lack, (6-2010) 16, (2010)
3. J. Hartig, K. Ragunathan, A.Smith, A.Tuchbreiter, “New Strategies for Improving Film Properties of Zero VOC Coatings”, ACS Conference, Indianapolis, 2012
4. A. Overbeek, “Polymer heterogeneity in waterborne coatings”, J. Coat. Technol. Res. 23 September, 2009
5. S.T. Eckersley & B.J. Helmer, “Mechanistic considerations of particle size effects on film properties of hard / soft latex blends”, J.C.T., 69, No. 864, 97 (1997).
6. A. Fream and S. Magnet, Low VOC, high performance coating formulation using surfactant free latex blends, Paper presented at the 77th Annual Meeting Technical
Program of the FSCT, Dallas, Texas., October 20-22, 1999.
7. C.I. Tyre, “Novel multi-phase acrylics for High performance coatings”, ACS Conference, Indianapolis, 2012
8. International Organization for Standardization: “ISO 12944, “Paints and Varnishes: Corrosion protection of steel structures by protective paint systems”, 2017-2018
Authors:
Maurille Sécher
Global Technical Manager - Coatings
Synthomer
Christophe Baude
EMEA Technical Service Manager - Coatings
Synthomer













