Yapıştırıcıların Polimer Kimyası
Kullanım alanları geçmişten günümüze artan bir ivmeyle çoğalmış olan yapıştırma teknolojisinde, ürünler kullanıma ya da formülasyona göre çeşitli şekillerde gruplandırılabilir.
Birleştirme metodu olmasının doğasına uygun olarak yapıştırıcılar mutlak suretle bir araya getirdiği yüzeylerle uyumlu olmalıdır.
Yapıştırıcılar sofistike yüzey işlemleri ile farklı yüzeyleri bir araya getirme fonksiyonu sağlarlarken, polimer malzemelerde de ilgili kimyasal bazlara uygun yapıştırıcıları piyasada geniş yelpazede bulmak mümkündür.
Yapıştırıcı ürünlerinin çeşitli ihtiyaçlara göre gruplandırılması Şekil 1’de belirtilmiştir.
Bu gruplandırma şeklinde, bazı kategorilerin iç içe geçmiş olduğu göz önünde tutulmalıdır. Örneğin poliüretan (PU ya da PUR) bir yapıştırıcı aşağıdaki özellikleri ile çoklu gruplara entegre edilebilir;
• Sentetik organik bir polimerdir,
•Katılım polimerizasyonu şeklinde bir kimyasal reaksiyon ile çapraz bağlı termoset yapısı gösterir,
• İzosiyanat ve poliollerden meydana gelir,
• Tek ya da çift komponent ambalajlarda erişilebilir, • Nemle kürlenebilir veya reaktif olabilir.
Kimyasal Kürlenme Mekanizmalı Yapıştırıcılar: Son ürün olan yapıştırıcı, uygulandığı prosesle beraber monomerlerden polimerlere doğru kimyasal proses döngüsünü geçirebilir veya hazır polimer sistemi çeşitli etkilerle yüzeyleri bir arada tutmak için kullanılabilir.
Kimyasal proses geçiren yapıştırıcılar, tekrar eden tek çeşit monomerlerin ard arda veya farklı monomerlerin çeşitli konfigürasyonlarda bir araya gelerek zincirler oluşturması şeklinde ortaya çıkarlar. Üç ana grupta incelenen zincir yapıları Şekil 3’te gösterilmiştir.
[caption id="attachment_128644" align="aligncenter" width="617"]
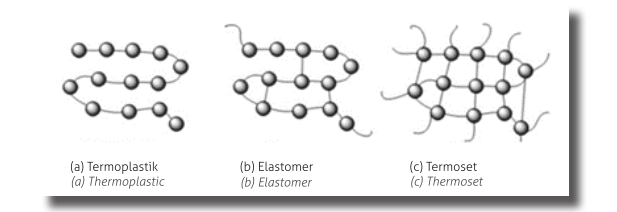
Şekil 2 – Polimer Zincir Yapıları
[/caption]
Zincir yapılarına göre sınıflandırılan termoplastik grubu polimerler, tekrar eden monomerlerin oluşturduğu doğrusal zincirlerden meydana gelir. En yaygın örnekleri; polietilen, poliamid, polistiren ve PVC’lerdir.
Isıyla kolay şekil verilebilir, yüksek yüzey kalitesine sahiptir. Elastomer grubu polimerler; ağ yapılı zincirlerden meydana gelir. Yüksek elastik ve mobilite özellikleri taşır. Termoset polimerler; 3 boyutlu bağ yapıları nedeniyle yüksek sıcaklık dayanımı gösterirler.
Yapıdaki çapraz bağ yoğunluğu ve aromatik içeriklere bağlı olarak, kimyasal ve ısıl dayanımı yüksektir, mekanik özellikleri ve sertliği diğer polimer tiplerine göre daha gelişmiştir.
Yapıştırıcı polimer zincirinin; ısı, ağırlık, kimyasal medya, gerilimler gibi değişken yükler altındaki mukavemet özellikleri aşağıdaki parametrelerle düzenlenmektedir:
- - Monomer konfigürasyonu (tekil-çoğul, düzenli, sıralı, alternatifli),
- Zincir uzunluğu (başlatıcı ve sonlandırıcı katkı maddeleri ile kontrollü) ve kristalleşme derecesi,
- Zincir hareketliliği,
- Farklı zincirlerin birbirleri ile fiziksel etkileşimi.
Karma bir birleştirme yöntemine örnek olarak, termoset (epoksi) yapıştırıcının ve termoplastik kaynak yönteminin bir arada kullanıldığı güçlendirilmiş bir yapışma konsepti gösterilebilir (Şekil 3). Burada bağlantı çevresinde konumlandırılmış fiziksel bariyer ile delaminasyonun engelleneceği, arızaya karşı emniyetli bir tasarım denenmiştir.
[caption id="attachment_128645" align="aligncenter" width="720"]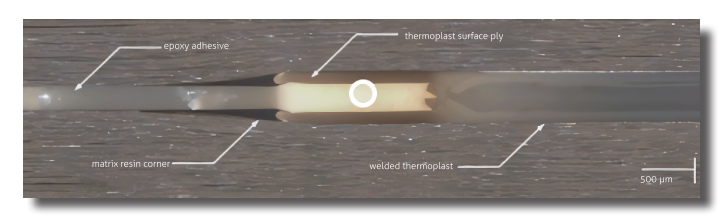 Şekil 3 – Termoplastik ve termoset malzemeleri bir arada bulunduran karma yapışma konsepti[/caption]
Fiziksel Hal Değiştirme Mekanizmalı Yapıştırıcılar Fiziksel hal değiştirme şeklinde elde edilen yapıştırıcılarda, hazır polimer zincirleri çoğunlukla su bazlı ya da kimyasal bazlı solventler içerisinde çözünmüş vaziyette bulunur.
Solventin iki temel görevi şunlardır: 1. Geçici olarak zincir yapısının aralarına girerek yapıştırıcının viskozitesini düşüren bu solventler, uygulama kolaylığı sağlarlar.
Solventli yapıştırıcı ürünler uygulama öncesinde manuel veya otomatik karıştırıcılar yardımıyla homojen hale getirilirler ve uygulama yüzeylerine eşit kalınlıkta yayılımı sağlayacak şekilde yardımcı sistemlerle uygulanırlar. Solventin yüzeylerden uzaklaştırılması sonrası yüzeyde ince bir katman halinde bulunan yapıştırıcı optimum kalınlıkta birleştirmeye hazırdır.
2. Solventin bir diğer fonksiyonu yüzeyleri yapıştırıcı polimerine hazırlamaktır. Polimer bazı polivinilklorür (PVC) olan iki yüzeyi birleştirmek için uygun bir solventte çözünmüş olan PVC bazlı bir yapıştırıcı kullanılabilir.
PVC bazını etkili olarak çözen solvent, hem yapıştırıcının viskozitesini düşürür, hem de uygulandığı yüzeydeki polimer zincirlerinin arasına girerek, malzemenin yüzeyineki polimer zincirleri ile yapıştırıcının polimer zincirlerini “kaynatır” 1.
Solvent içerisinde çözünür olarak bulunan yapıştırıcılarda, performans açısından başarılı olmasına rağmen, sağlık ve güvenlik nedeniyle tehlikeli olan tolüene sık rastlanır. 1990’lı yıllarda, bir havuz inşaatı esnasında iki çalışanın havuz içerisinde akut tolüen zehirlenmesi geçirmiş olduğu tespit edilmiştir.
Bordür taşlarının montajında kullanılan tolüen solventli yapıştırıcı kaynaklı olarak, 3 saatlik periyotta havuz dibinde 7000 mg/m3‘ten yüksek konsantrasyonda tehlikeli kimyasal maruziyeti konunun önemini açığa çıkarmıştır. Zamanla çözücü performansı en az bu grup ürünler kadar yüksek ve insan sağlığı ve çevre açısından daha güvenli kimyasallar ile ikame edilmiştir.
[caption id="attachment_128647" align="aligncenter" width="285"]
Şekil 3 – Termoplastik ve termoset malzemeleri bir arada bulunduran karma yapışma konsepti[/caption]
Fiziksel Hal Değiştirme Mekanizmalı Yapıştırıcılar Fiziksel hal değiştirme şeklinde elde edilen yapıştırıcılarda, hazır polimer zincirleri çoğunlukla su bazlı ya da kimyasal bazlı solventler içerisinde çözünmüş vaziyette bulunur.
Solventin iki temel görevi şunlardır: 1. Geçici olarak zincir yapısının aralarına girerek yapıştırıcının viskozitesini düşüren bu solventler, uygulama kolaylığı sağlarlar.
Solventli yapıştırıcı ürünler uygulama öncesinde manuel veya otomatik karıştırıcılar yardımıyla homojen hale getirilirler ve uygulama yüzeylerine eşit kalınlıkta yayılımı sağlayacak şekilde yardımcı sistemlerle uygulanırlar. Solventin yüzeylerden uzaklaştırılması sonrası yüzeyde ince bir katman halinde bulunan yapıştırıcı optimum kalınlıkta birleştirmeye hazırdır.
2. Solventin bir diğer fonksiyonu yüzeyleri yapıştırıcı polimerine hazırlamaktır. Polimer bazı polivinilklorür (PVC) olan iki yüzeyi birleştirmek için uygun bir solventte çözünmüş olan PVC bazlı bir yapıştırıcı kullanılabilir.
PVC bazını etkili olarak çözen solvent, hem yapıştırıcının viskozitesini düşürür, hem de uygulandığı yüzeydeki polimer zincirlerinin arasına girerek, malzemenin yüzeyineki polimer zincirleri ile yapıştırıcının polimer zincirlerini “kaynatır” 1.
Solvent içerisinde çözünür olarak bulunan yapıştırıcılarda, performans açısından başarılı olmasına rağmen, sağlık ve güvenlik nedeniyle tehlikeli olan tolüene sık rastlanır. 1990’lı yıllarda, bir havuz inşaatı esnasında iki çalışanın havuz içerisinde akut tolüen zehirlenmesi geçirmiş olduğu tespit edilmiştir.
Bordür taşlarının montajında kullanılan tolüen solventli yapıştırıcı kaynaklı olarak, 3 saatlik periyotta havuz dibinde 7000 mg/m3‘ten yüksek konsantrasyonda tehlikeli kimyasal maruziyeti konunun önemini açığa çıkarmıştır. Zamanla çözücü performansı en az bu grup ürünler kadar yüksek ve insan sağlığı ve çevre açısından daha güvenli kimyasallar ile ikame edilmiştir.
[caption id="attachment_128647" align="aligncenter" width="285"] Şekil 4-Solunum Zehirlenmesi[/caption]
Şekil 4-Solunum Zehirlenmesi[/caption]
Basınca Duyarlı Yapıştırıcılar (PSA)
Kimyasal reaksiyon geçirmeyen bir diğer grup da basınca duyarlı bant tipi yapıştırıcılardır (Pressure Sensitive Adhesive, PSA).
Bu grup yapıştırıcı bantlar net olarak katı yapıda sayılmazlar, belirli bir yüzey alanına, uygun basınç değeri ile uygulanarak temas anında yüzeyi ıslatarak yapışma sağlarlar. Yeterli basınç uygulanmazsa yüzeyle arada hava boşlukları ve ayrılmalar meydana gelir. Yaygın olarak akrilik, kauçuk, silikon gibi kimyasal bazlarda bulunabilir.
[caption id="attachment_128648" align="aligncenter" width="423"]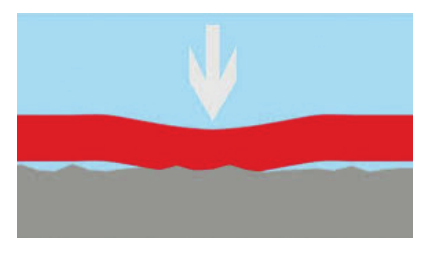 Şekil 5 – Basınca Duyarlı Bantlar (PSA)[/caption]
Film formatında, çift veya tek taraflı olarak üretilebilirler. Çift taraflı olan versiyonları, kritik özelliklere sahip katmanların kullanılabileceği, etiket, folyo, cırt bant gibi ürünlerin sırt kısmında kullanılır. Tek taraflı versiyonları, maskeleme, izolasyon gibi amaçlarla kullanılabilir.
- Ürünler kendi üzerlerine sarılı biçimde veya koruyucu iki folyo arasında temin edilebilir. - Bant sistemleri kendilerine özgü yüzey hazırlık kimyasalları gerektirebilir.
Şekil 5 – Basınca Duyarlı Bantlar (PSA)[/caption]
Film formatında, çift veya tek taraflı olarak üretilebilirler. Çift taraflı olan versiyonları, kritik özelliklere sahip katmanların kullanılabileceği, etiket, folyo, cırt bant gibi ürünlerin sırt kısmında kullanılır. Tek taraflı versiyonları, maskeleme, izolasyon gibi amaçlarla kullanılabilir.
- Ürünler kendi üzerlerine sarılı biçimde veya koruyucu iki folyo arasında temin edilebilir. - Bant sistemleri kendilerine özgü yüzey hazırlık kimyasalları gerektirebilir.
Yüzey Hazırlığı
Yapışma öncesi yüzeylerin uygun ıslanma potansiyeline sahip olması, yapıştırıcı ve yüzeyin yüzey enerjilerinin bağlantıya elverişli hale getirilmesi önemlidir. Yüzeyler, önce muayeneye tabi tutulur ve hazırlanır. Sonra yapıştırıcıya da uygun olarak temizlik ve ön işlemlere geçilir. Bu kapsamda yüzeyler; fiziksel, kimyasal ve mekanik olarak yapışmaya hazırlanır.
Muayene
Yüzey muayenesi; yapışması planlanan malzemenin depolama koşullarından başlar. Malzemenin uygun atmosferik koşullara gelmesi önemlidir. Uzun süre ve farklı mevsimsel koşullarda taşınmış/depolanmış yüzeyler mutlak suretle ön depolama alanına veya yapışma istasyonuna alınarak belirlenen koşullarda dengeye getirilmelidir.
Yapıştırıcı ürünlerin kritik taşıma ve depolama koşullarında tutulması, soğuk zincir gereksinimi varsa özel etiketler yardımıyla soğuk zincirin kırılmadığından emin olunması yaygın uygulamalardır. Otomotiv sektöründen bir cam yapıştırma örneği ele alındığında, camın uygulama bölgesi ile aynı atmosferik koşullarda olması önemlidir. Eğer varsa öncelikli olarak rezistans kontrolü yapılarak, tamiri güç olan bu prosese emin şekilde başlamak gerekir.
Bir diğer parametre, boyutsal kontroldür. Malzemeye özel toleranslar ve yapışma bölgesinin fiziksel hacmi kontrol edilmelidir. Gerekli hallerde uygun sarf ürünlerle yapıştırma alanı markalanır, sınırlandırılır. Bu alanlarda kullanılacak geçici markalama kalemleri ya da maske bantlarının kalıntı bırakarak yapışma alanında kalıcı kirletici olmamasına dikkat edilmelidir.
Temizlik
Yapışma kalitesi için en kritik nokta yüzeylerin yağ, kir, toz ve diğer kirleticilerden arındırılmasıdır. Bir önceki bölümde (Giriş: Yapıştırma Teknolojilerine Giriş) belirtilen hata tiplerinde, adhezyon hatası olarak açıklanan yapıştırıcı ile yüzey arasındaki bağlantının kurulamamasının birincil sebebidir. Çeşitli çözücüler ve temizlik ajanlarının yanı sıra, basınçlı temizlik sistemlerine başvurulabilir.
[caption id="attachment_128649" align="aligncenter" width="521"] Şekil 6 – Yüzey Temizliği[/caption]
Şekil 6 – Yüzey Temizliği[/caption]
Ön İşlem
Ön işlem metotları 3 grupta incelenebilir: 1. Mekanik aşındırma teknikleri ile yüzey pürüzlülüğünün arttırılması sağlanır. Zımpara, kumlama veya yapısal kompozit parçalarda sıyırma katı gibi uygulamalarla yapıştırıcının yüzeye nüfuz edeceği daha geniş bir yüzey alanı sayesinde mekanik bir kilit mekanizması oluşturulmuş olur. Daha fazla temas alanı, daha etkin bir yapışma demektir.
[caption id="attachment_128650" align="aligncenter" width="709"]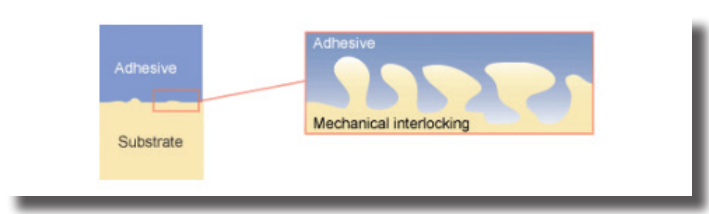 Şekil 7 –Mekanik Aşındırma ile Yüzey Pürüzlülüğü[/caption]
2. Kimyasal bağ kuvveti, yapışma mekanizmasının en önemli adımlarını oluşturur. Yüzeyin yapıştırıcı ile uyumu için gereken aktif bağlantı uçları çeşitli yöntemlerle oluşturulur. Yapıştırma başlatıcı (promoter) ve yapışma astarı gibi kimyasal ürünler en yaygın başvurulan örneklerdir.
[caption id="attachment_128651" align="aligncenter" width="816"]
Şekil 7 –Mekanik Aşındırma ile Yüzey Pürüzlülüğü[/caption]
2. Kimyasal bağ kuvveti, yapışma mekanizmasının en önemli adımlarını oluşturur. Yüzeyin yapıştırıcı ile uyumu için gereken aktif bağlantı uçları çeşitli yöntemlerle oluşturulur. Yapıştırma başlatıcı (promoter) ve yapışma astarı gibi kimyasal ürünler en yaygın başvurulan örneklerdir.
[caption id="attachment_128651" align="aligncenter" width="816"]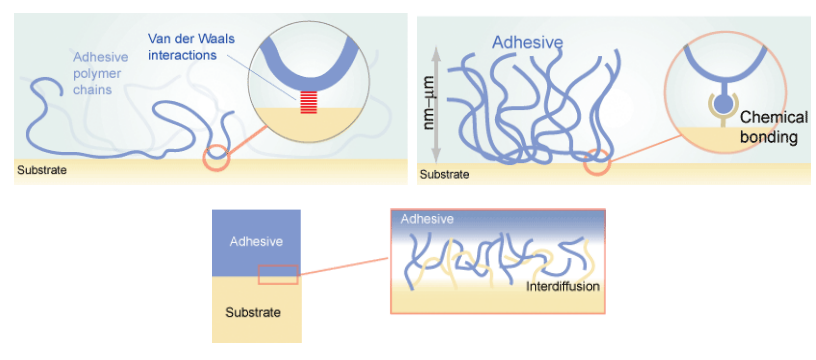 Şekil 8 – Adsorpsiyon, Chemisorpsiyon ve Difüzyon ile Kimyasal Bağ Kuvveti[/caption]
3. Elektrostatik teori, yapışması öngörülen malzemelerin elektronegativite farkları prensibine dayanmaktadır. Elektronların ara yüzey boyunca birbirini çeken pozitif ve negatif yükler yaratarak transferi ile bir yapışma kuvveti ortaya çıkar. Örneğin, bir organik polimerin bir metalle teması halinde, elektronlar metalden polimere aktarılır ve bir elektriksel çift katman (electrical double layer, EDL) oluşturur. Yeterli şekilde karartılmış bir ortamda, bu olaydaki elektron transferi küçük ve mavi şimşekler halinde görülebilir.
[caption id="attachment_128652" align="aligncenter" width="440"]
Şekil 8 – Adsorpsiyon, Chemisorpsiyon ve Difüzyon ile Kimyasal Bağ Kuvveti[/caption]
3. Elektrostatik teori, yapışması öngörülen malzemelerin elektronegativite farkları prensibine dayanmaktadır. Elektronların ara yüzey boyunca birbirini çeken pozitif ve negatif yükler yaratarak transferi ile bir yapışma kuvveti ortaya çıkar. Örneğin, bir organik polimerin bir metalle teması halinde, elektronlar metalden polimere aktarılır ve bir elektriksel çift katman (electrical double layer, EDL) oluşturur. Yeterli şekilde karartılmış bir ortamda, bu olaydaki elektron transferi küçük ve mavi şimşekler halinde görülebilir.
[caption id="attachment_128652" align="aligncenter" width="440"]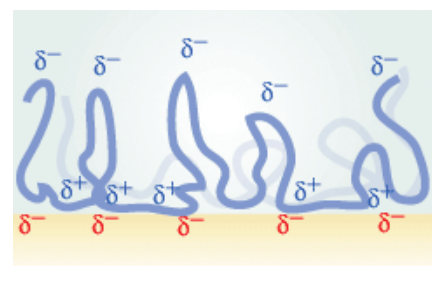 Şekil 10 – Elektriksel Çift Katman (EDL)[/caption]
Şekil 10 – Elektriksel Çift Katman (EDL)[/caption]
1Birleştirme metotlarından kaynak yönteminde, metallerin atomik bağlar kurabilmesi için birbirlerine yaklaştırılması gerekir.
Füzyon kaynağı yönteminde metallerin sıvı hale geçip bu bağı kurarak katılaşması sağlanırken, soğuk kaynak yönteminde ise erime olmaksızın basınç altında ve erime sıcaklığının altında bu birleşme gerçekleştirilir.
Yukarıda belirtilen ve ticari olarak “soğuk kaynak macunu” olarak erişilebilen bu grup kaynak metotlarından ayrı tutulmalıdır.
2Avrupa Kimyasallar Ajansı (ECHA) tarafından tehlikeli kimyasalların REACH (Registration, Evaluation, Authorisation and Restriction of Chemicals) Yönetmeliği gereğince listelenmesi, kayıt altına alınması, belirlenen yıllık tüketim miktarlarından fazla dolaşımı olan kimyasalların bildirilmesi, sınırlandırılması, yasaklanması düzenlemesi uygulanmaktadır.
Benzer şekilde ülkemizde de Kimyasalların Kaydı, Değerlendirilmesi, İzni ve Kısıtlanması (KKDİK) Yönetmeliği geçerlidir ve uygulanmaktadır.
Kaynaklar
• A hybrid bondline concept for bonded composite joints (sciencedirect.com), https://www.sciencedirect.com/ science/article/abs/pii/S0143749616300732
•Difference Between Linear & Branched Polymers (sciencing.com), https://sciencing.com/difference-between-linear-branched-polymers
• Elastomer (sciencedirect.com), https://www.sciencedirect.com/topics/nursing-and-health-professions/elastomer
• Thermoset Plastics (sciencedirect.com), https://www.sciencedirect.com/topics/materials-science/thermosetplastics
• Two cases of acute toluene intoxication (pubmed), https://pubmed.ncbi.nlm.nih.gov/2378819/ • Fumigation Safety, https://www.uky.edu/Ag/Entomology/PSEP/fumsafety.html •
Pressure Sensitive (adhesives.org), https://www.adhesives.org/adhesives-sealants/adhesives-sealants-overview/adhesive-technologies/pressure-sensitive
• European Chemicals Agency, https://echa.europa.eu/ • Cleaning Strategies for Great Adhesion, https://www.btglabs.com/blog/cleaning-strategies-for-greatadhesion
14
• Diyagramlar Kaynak / Diagrams Source: http://ffden-2.phys.uaf.edu/webproj/212_spring_2014/Connor_ Mattson/connor_mattson/physics.html
A.Tuğçe Onur
Yapıştırıcı Mühendisi,
EAE Malzeme Mühendisliği
Türk Havacılık ve Uzay Sanayii A.Ş. /















