Fast Quality Control in PET Production: Diethylene Glycol, Isophthalic Acid, Intrinsic Viscosity and Acid Number Analyzes Under 1 Minute with Vis-NIRS
Introduction
Plastics and polymers have become an integral part of today’s modern lifestyle. They can be converted into almost any shape, depending on their physical structure, the variable parameters they contain, and the different degrees of flexibility they have. The production processes of plastics can vary according to their intended use, and today they can be found in a wide range of products ranging from airplane and car parts to packaging, medical device products and textiles (and even to many other vital components to sustain our life).

Polymer production is a demanding process where high purity raw materials undergo complex reactions and are converted into polymers, fibers, resins and rubbers. To ensure that these products meet expected specifications, quality control analyses must be applied, from raw material input to reaction management, from intermediate product optimization to final product quality and even energy consumption, recycling and sustainability. Considering the consumption rate and the importance of product quality, it is of great importance for the manufacturer to perform quality control analyses meticulously, accurately, quickly and at low cost.
Polyethylene Terephthalate (PET)
PET (C
10H
8 O
4)n is a thermoplastic polymer belonging to the polyester family, which is widely used as a PET bottle and food packaging material, which we encounter frequently in our daily lives. Polyester resins are known for their perfect combination of properties such as mechanical, thermal and chemical resistance as well as their dimensional stability.
[caption id="attachment_133002" align="aligncenter" width="506"]
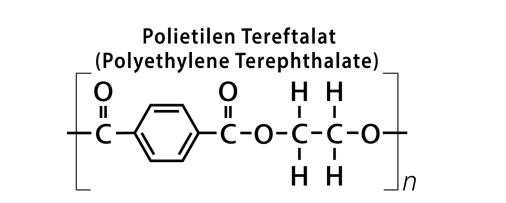
Figure 1: Molecular structure of linear PET.[/caption]
In addition to linear molecular structure of PET, a branched form of the polymer is also available. Branched PET is typically mixed with a small percentage of isophthalic acid (C
8H
6O
4). Purified isophthalic acid (PIA) reduces the crystallinity of PET, helping to improve its clarity and increase the efficiency of bottle manufacturing processes. Another additive, diethylene glycol (DEG), reduces the rate of crystallization of PET during crystallizing from the melt form isothermally and dynamically.
[caption id="attachment_133004" align="aligncenter" width="360"]
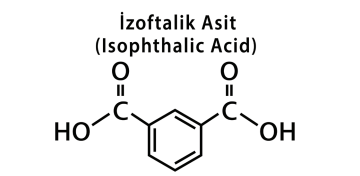
Figure 2: Molecular structure of isophthalic acid.[/caption]
PET is a highly flexible, colorless and semi-crystalline resin in its natural form. Depending on the type of processing, it can be semi-rigid or rigid. It is resistant to
impact, moisture, alcohols and solvents.
PET is frequently used in many industries such as food, textile and automotive due to its basic features and numerous advantages it provides. Especially because of its strength and light weight, it is frequently encountered as a food packaging material. It has been approved for safe use in the food and beverage industries by the FDA, EFSA, Health Canada and other health agencies.
In addition to all the benefits it offers, PET is one of the most recycled thermoplastics and has the number 1 recycling symbol. Recycled PET can be converted into fibers, fabrics and sheets for packaging and automotive parts manufacturing. Approximately 60% of the global PET production is used to make fibers for textiles while about 30% is used to make bottles for various purposes. Its ability to be recycled is especially attractive for manufacturers looking to save costs and operate in a greener manner.
Various standard analytical techniques and methodologies are used for the parameters monitored in PET quality control processes; HPLC/HPLC-MS analyses for, diethylene glycol and isophthalic acid measurements, viscometric measurements for intrinsic viscosity, and titrimetric determinations for acid number stand out as the leading ones. In addition to the long and difficult sample preparation stages most of these techniques require, potential errors that may occur in these processes can cause significant delays in the production stage and financial losses that can reach up to 30% on the basis of
total turnover due to faulty production.
In this review, we aim to examine the analyses performed in the quality control of PET production and provide detailed information about the advantages of, Near-infrared Spectroscopy (NIRS) techniques in these processes.
Near-infrared Spectroscopy (NIRS)
Near-infrared spectroscopy (NIRS) is a technique built on a principle based on the interaction of molecule and light. Compared to traditional methods in quality control analyses, it makes important contributions to the practical, fast and precise tracking of critical parameters. In addition to being a non-destructive method, the NIRS technique does not require any sample preparation, allowing one to perform faster, more environmentally friendly, and cheaper analyses compared to wet chemistry methods.
NIR spectrometry measures the interaction between light and matter to create a spectrum. Near-infrared spectroscopy is particularly sensitive to the presence of certain functional groups such as -CH, -NH, -OH and -SH. This makes NIR spectroscopy an ideal method fo the measurement of many chemical parameters such as water content (moisture), hydroxyl value, acid number and amine content. In addition to chemical parameters, since the interaction between matter and light also depends on the matrix of the sample, it is also possible to determine physical and rheological parameters such as density, intrinsic viscosity and melt flow rate.
Quality Control Points with NIRS in the PET Production Chain
Quality control analyses of PET are important and necessary in many specific steps of the process, from the production of pure polymers to the processed finished product form. Operational steps from raw plastic producer to plastic parts producers, with some optional steps in the production chain (additives), are typically as follows:
[caption id="attachment_133005" align="aligncenter" width="606"]

Figure 3: Quality control points with NIRS in the PET production process.[/caption]
The first step in which near-infrared laboratory devices can be used is where pure polymers such as PET are produced and their purity must be verified. NIRS is also a quite important and very useful technique in the process where polymers are compounded with additives to form intermediate products to be used in subsequent steps.
Typically, a plastic part producer who has an injection molding or extrusion process assesses the quality of the received polymer batch to obtain efficient production. In many cases, the certificate from the supplier is trusted without verification.
On the other hand, the rapid increase in the number of companies producing for the medical industry or producing parts at high cost or in large quantities has led to the monitoring of important rheological quality parameters of each polymer batch before use
in injection molding or extrusion processes. Feeding an out-of-spec polymer to the manufacturing process results in costly equipment downtime as well as timeconsuming cleaning processes.
A quick pre-check of the starting polymer materials used in the process is an ideal solution to avoid such risks and possible loss of time. In this context, NIRS stands out with its high speed, low operating costs and the ability to be used by personnel who do not have detailed chemistry knowledge.
Quality control analyses can also be performed using NIRS. (e.g. assessing the homogeneity or thickness of bottles or material layers) when the final part is created at the end of the manufacturing process.
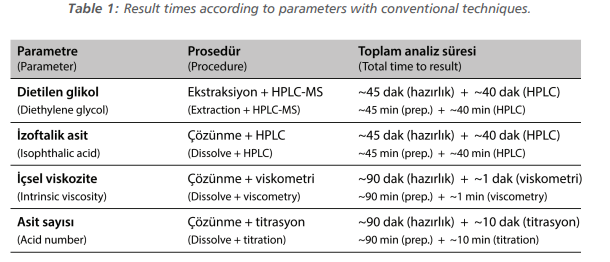
It is very important to control certain parameters in order to guarantee a quality product output during PET production. These quality parameters typically include diethylene glycol content, isophthalic acid content, intrinsic viscosity (ASTM D4603) and acid
number (AN). Based on the limited solubility of PET, due to the need to use different analytical methods with various equipment for measurement, determining the parameters listed in Table 1 can involve longand tough processes with traditional laboratory techniques.
With Metrohm’s new Polymer Analyzer system, which combines the visible (Vis) and near-infrared regions (NIR), the nondestructive and chemical-free measurements of a variety of quality control parameters, both chemical and physical, can be done in less than a minute without any sample preparation and the need for consumables by using techniques developed in accordance with ASTM E1655-17 NIRS application guidelines.
Experimental Content and Workflow
ithin our review, repeated measurements were performed on PET pellets using Metrohm Polymer Analyzer in reflection mode over the full Vis-NIR wavelengthrange (400–2500 nm).
[caption id="attachment_133007" align="aligncenter" width="541"]

Figure 4: Metrohm Polymer Analyzer (Solids).[/caption]
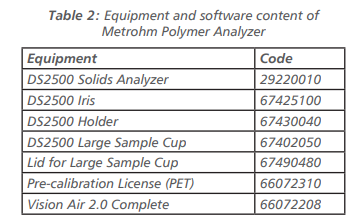
PET pellets were placed on the rotatable DS2500 Large Sample Cup, thus ensuring repeatable spectrum scanning by taking fully automated measurements from different points, eliminating potential factors due to particle size or chemical component irregularity.
As can be seen in. Figure 5, all measurements were carried out without any preliminary sample preparation.
[caption id="attachment_133009" align="aligncenter" width="562"]

Figure 5: Metrohm Polymer Analyzer (Solids), image of PET pellets on the rotatable DS2500 Large Sample Cup.[/caption]
Method Development
Vision Air Complete software package was used for data collection, model creation and quantification method development processes. Thanks to this triple package software, which takes the user interface experience to a totally new level, while all instrument
management, including the assignment of operation procedures, was carried out from within the office with the help of the Vision Air Manager Network, all actual measurements were carried out with the Vision Air Routine interface in the quality control laboratory. Obtained spectra were automatically uploaded to the database and made accessible for method development. Quantitative method development was done on Vision Chemometry Software.
Analysis Results
The obtained Vis-NIR spectra (see Figure 6) were used to create prediction models to be used for quantitative determinations of diethylene glycol, isophthalic acid, intrinsic viscosity and acid number parameters.
[caption id="attachment_133010" align="aligncenter" width="625"]
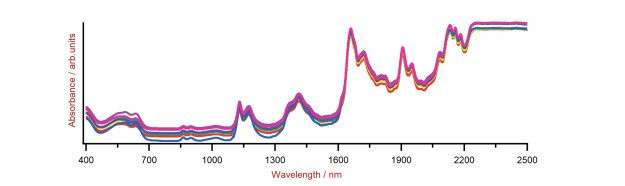
Figure 6: Selection of the obtained PET Vis-NIR spectra. (Offset was applied to the spectra due to image
adjustments.)[/caption]
The quality of the prediction models was evaluated within the correlation graphs that show the relationship between Vis-NIR data and values from the titration, viscometer, HPLC and HPLC-MS primary methods. (see Figure 7, Figure 8, Figure 9 and Figure 10). Figures of Merit (FOM) regarding expected data accuracy during routine analysis are also shown in these figures.
[caption id="attachment_133011" align="aligncenter" width="622"]
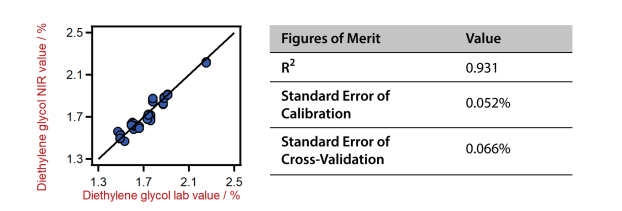
Figure 7: Vis-NIR correlation diagram and the respective figures of merit for the diethylene glycol content in PET samples. (Diethylene glycol laboratory values were evaluated using HPLC-MS).[/caption]
[caption id="attachment_133012" align="aligncenter" width="651"]
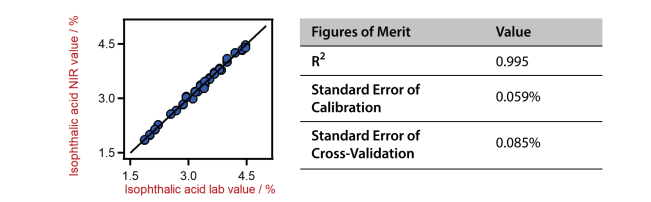
Figure 8: Vis-NIR correlation diagram and the respective figures of merit for the isophthalic acid content in PET
samples. (Isophthalic acid laboratory values were evaluated using HPLC).[/caption]
[caption id="attachment_133013" align="aligncenter" width="711"]
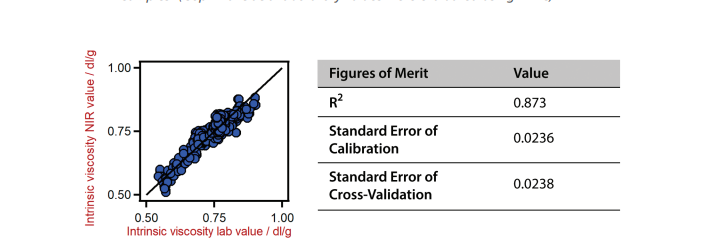
Figure 9: Vis-NIR correlation diagram and the respective figures of merit for the intrinsic viscosity in PET
samples. (Intrinsic viscosity laboratory values were evaluated using viscometry).[/caption]
[caption id="attachment_133014" align="aligncenter" width="707"]
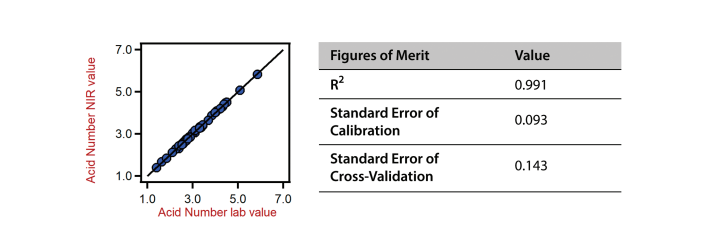
Figure 10: Vis-NIR correlation diagram and the respective figures of merit for the acid number in PET samples.
(Acid number laboratory values were evaluated using titration).[/caption]
Conclusion
This review shows that it is possible to perform typical key quality control parameter analyses of PET samples with the Near-infrared Spectoscopy (NIRS) technique.
Compared to wet chemistry methods, fast and simultaneous analyses reveal the most striking advantage of the NIRS technique. The ability to detect all parameters (both physical and chemical) in less than a minute within a single measurement makes it possible to achieve superior time and cost savings, especially in the polymer sector.
As Metrohm, in addition to being the global industry leader in primary methodologies (potentiometric titration & Karl Fischer titration) that form the basis of NIRS analysis techniques in the polymer industry, we present fully integrated, fast, precise and reliable solutions directly to your liking with our Vis-NIRS system solutions and software that comply with international standards.

References
1. Metrohm Uygulama Notu, AN-NIR-023 Quality Control of PET
2. Metrohm Broşür, 80005287 Polymer and plastics analysis – Quality control for polymer production
3. Metrohm Blog, NIR Spectroscopy in the polymer industry: The ideal tool for QC
and product screening – Part 3, https://metrohm.blog/2021/06/14/nirs-qc-polymers-part-3/
4. Metrohm Blog, NIR Spectroscopy in the polymer industry: The ideal tool for QC
and product screening – Part 1, https://metrohm.blog/2021/05/03/nirs-qc-polymers-part-1/
Şahin Yalçın
Sales and Application Engineer
Process Analytics / Spectroscopy
Metrohm Turkey